
"Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
Page 4 sur 14 •  1, 2, 3, 4, 5 ... 9 ... 14
1, 2, 3, 4, 5 ... 9 ... 14
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par H. MALLET Sam 15 Nov - 7:42
par H. MALLET Sam 15 Nov - 7:42
Caractéristiques des dessins.
Les dessins sont effectués sous Autocad avec 2 calques minimum : 1 pour le tracé et 1 pour la trame de remplissage.

Le principe du dessin est bien connu : on dessine les deux cotés de la pièce (recto + verso) de façon parfaitement symétrique par rapport à un axe vertical (1). Un cadre (2) de quelques millimètres de large entoure chaque pièce, ici un hublot avec gravure des vis. Les quatre trous (3) étaient autrefois utilisés pour superposer de façon parfaite les 2 transparents ; ils sont inutiles pour des procédés industriels.
Une attache (4) relie la pièce au cadre une fois la découpe terminée (au recto, elle ne se prolonge pas jusqu'à la pièce afin de créer une rainure qui guidera le cutter lors de sa coupe).
Dimensionnement des pièces.
Pour bien dimensionner les pièces, il est indispensable de toujours conserver à l'esprit le principe de la découpe sous l'action du perchlorure de fer.
La photo ci-dessous montre une coupe qui serait vue au microscope, avec en rouge le film photo sensible et en gris la plaque métallique.

Le perchlorure de fer n'a pas l'amabilité de "scier proprement" la pièce, mais va la ronger dans toutes les dimension ce qui va créer un ménisque ; c'est lui qui conditionne donc les cotes à respecter.

Je vous donne ci-dessous les principales cotes à respecter (j'espère que ce dessin sera suffisamment lisible).

Pour l'anecdote, notre grand ami TOLA' qui nous a formé à cette technique' avait écrit un article à ce sujet il y a une bonne trentaine d'année : faute d'ordinateur, les pièces étaient dessinées sur papier Canson à une taille multipliée par 5, voir par 10 ! Imaginez le travail du dessinateur pour avoir des recto verso parfaitement symétriques, sans compter la grosse tâche d'encre une fois la planche presque terminée.
H. MALLET- Messages : 357
Date d'inscription : 19/06/2012
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par Guido54 Sam 15 Nov - 8:05
par Guido54 Sam 15 Nov - 8:05

Guido54- Messages : 2724
Date d'inscription : 01/11/2012
Age : 73
Localisation : Nancy
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par H. MALLET Sam 15 Nov - 8:25
par H. MALLET Sam 15 Nov - 8:25

Hublot ouvrant de mon Liverpool.

Ecusson de la RNLI mis en place sur le roof.
On constate que les nouveaux procédés de photodécoupe (dont le laminage des films photosensibles de quelques micron d'épaisseur) confèrent à ces pièces une finesse incomparable.
Pour ceux qui seraient tentés par le "home made", Bruno, grand spécialiste en la matière vous donnera tous les renseignements nécessaires.

H. MALLET- Messages : 357
Date d'inscription : 19/06/2012
Age : 74
Localisation : paris
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par cocovert Sam 15 Nov - 10:01
par cocovert Sam 15 Nov - 10:01
H. MALLET a écrit:De façon à vous convaincre d'utiliser ce procédé pour vos modèle, je vous joins ces deux photos:
Merci Hubert pour ce partage que je ne manquerai pas de mettre à profit en temps voulu.
comment déterminent t-ils la profondeur des vis que l'on voit sur le contour du hublot vu que ton dessin semble être en 2D ?
Enfin, lorsque tu envois ton projet pour réalisation, font ils au préalable un contrôle de cohérence de ton fichier ?

cocovert- Messages : 2676
Date d'inscription : 16/06/2012
Age : 52
Localisation : paris
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par alain42 Sam 15 Nov - 11:17
par alain42 Sam 15 Nov - 11:17
Il existe une société française qui fabrique des avions des débuts de l'aviation, au 48ème, réalisés en phhotodécoupe, très bien réalisés. J'en ai fait plusieurs, c'est un vrai plaisir: ça s'appelle AJP maquettes.
Mes excuses pour cette digression, et j'attends vivement la suite de cette construction!

alain42- Messages : 522
Date d'inscription : 29/11/2012
Age : 64
Localisation : saint etienne
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par H. MALLET Sam 15 Nov - 11:44
par H. MALLET Sam 15 Nov - 11:44
- concernant la gravure, il n'est pas possible d'en fixer une profondeur quelconque ; s'agissant d'une attaque acide, sa profondeur sera de la moitié de l'épaisseur de la plaque. Pour du laiton de 0.2mm sa profondeur sera bien évidement de 0.1mm.
- quand tu envoie un fichier Autocad chez Exella, tu reçois sous 48h, non seulement le devis mais le plan mis en forme (l'équivalent du "bon à tirer") mais de plus, en cas d'erreur un avertissement.
Lors du dessin de mon lieutenant Bukarov, je n'ai pas vérifié toutes les cotes, d'où l'envoie par Exella du plan suivant :
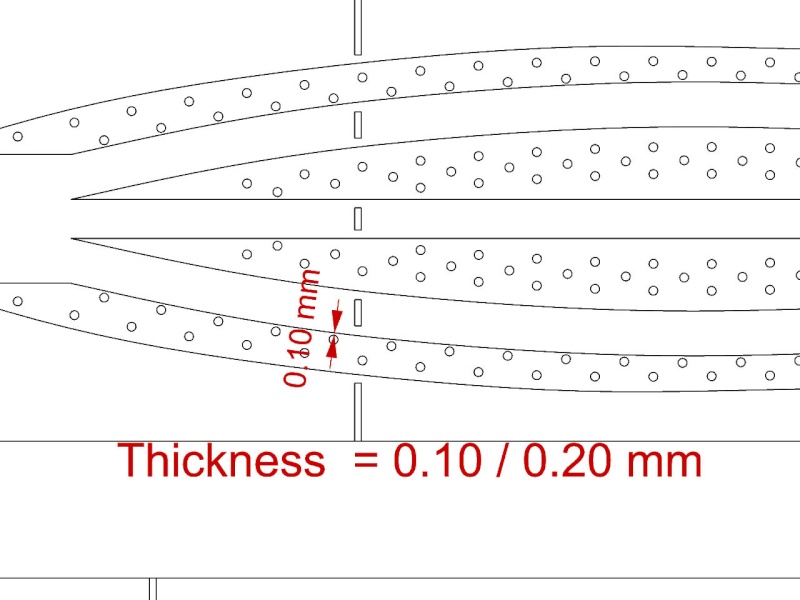
Sachant que l'épaisseur de la plaque était de 0.2mm, il n'était donc pas possible d'effectuer ce percement à 0.1mm du bord !
H. MALLET- Messages : 357
Date d'inscription : 19/06/2012
Age : 74
Localisation : paris
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par kangoo91 Sam 15 Nov - 12:05
par kangoo91 Sam 15 Nov - 12:05
Merci Hubert pour toutes tes réponses. On a les yeux qui brille et des pleins d'idées derrière la tête.
Laurent

kangoo91- Modérateur
- Messages : 10986
Date d'inscription : 11/06/2013
Age : 56
Localisation : Viry chatillon (91) -

Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par H. MALLET Sam 15 Nov - 13:04
par H. MALLET Sam 15 Nov - 13:04
Concernant la brasure à l'argent et pour des épaisseurs inférieures à 0.5mm, je déconseille formellement cette technique que seuls moins de 10 modélistes en France maîtrisent (pour info, la photo précédente du hublot ouvrant de mon Liverpool montre les 3 plats de protection, brasés à l'argent par mon ami B. Orsel. Peu de modélistes maîtrisent à ce point le chalumeau Grandjean ! Pour ma part, je suis capable de souder les 2 premiers plats et au troisième, je fais tout fondre

Je me cantonne donc sagement à la soudure à l'étain pour toutes les pièces d'une épaisseur de 0.2mm.
J'ai souvent lu des articles de pseudos modélistes concernant ce sujet qui concluent invariablement leur article par cette phrase "l'excédent de soudure sera éliminé à la lime".
Si vous êtes obligés "d'éliminer l'excédent de soudure à la lime" c'est que vous ne savez pas souder.
Donc, petit tutoriel concernant la soudure à l'étain.
LE MATERIEL.
La liste du matériel est toute bête mais totalement incontournable, à savoir :

- un fer à souder,puissance 80W, puissance qui peut paraitre excessive mais parfaitement justifiée : pour du 40W, voir du 25W, il faut laisser la panne en contact plus longtemps et vous aller dessouder les soudures proches. De plus, la soudure "filera moins".
- de la soudure en fils, diamètre maxi 0.6mm.
- de l'eau à souder, de l'acide chlorhydrique dans lequel à été dissous des morceaux de zinc (en vente chez L'Octant) ; c'est l'équivalent de la pâte Ampton présentant de nombreux inconvénients (encrassage, pas de visibilité de la zone à souder ...)
- une éponge imbibée d'eau.
EXECUTION DE LA SOUDURE.
1) dans un premier temps, tronçonner au cutter votre soudure en fil, en longueurs de 0.5, 1, 2 mm en fonction de la quantité de soudure à déposer. C'est la seule méthode valable pour doser correctement la quantité de soudure. Ne jamais faire fondre directement votre soudure sur la panne du fer, sachant que vous ne pourrez jamais doser la quantité exacte de soudure ( c'est le meilleur moyen d'obtenir de gros pâtés de soudure dont "l'excédent sera enlevé à la lime")
2) positionner le morceau de soudure à l'endroit voulu à la pince Brucelle (becs fins)
3) avec un pinceau, déposer une grosse goutte d'eau à souder à l'endroit voulu,
4) impératif, passer un coupe d'éponge sur la panne du fer (à répéter pour chaque soudure) ; la panne sera donc débarrassée de toute trace charbonneuse et d'éventuels résidus de soudure ; elle doit être parfaitement brillante !
5) appliquer la panne du fer et vous verrez la soudure filer et s'infiltrer dans tous les interstices, sans aucune surépaisseur.
Quelques images :

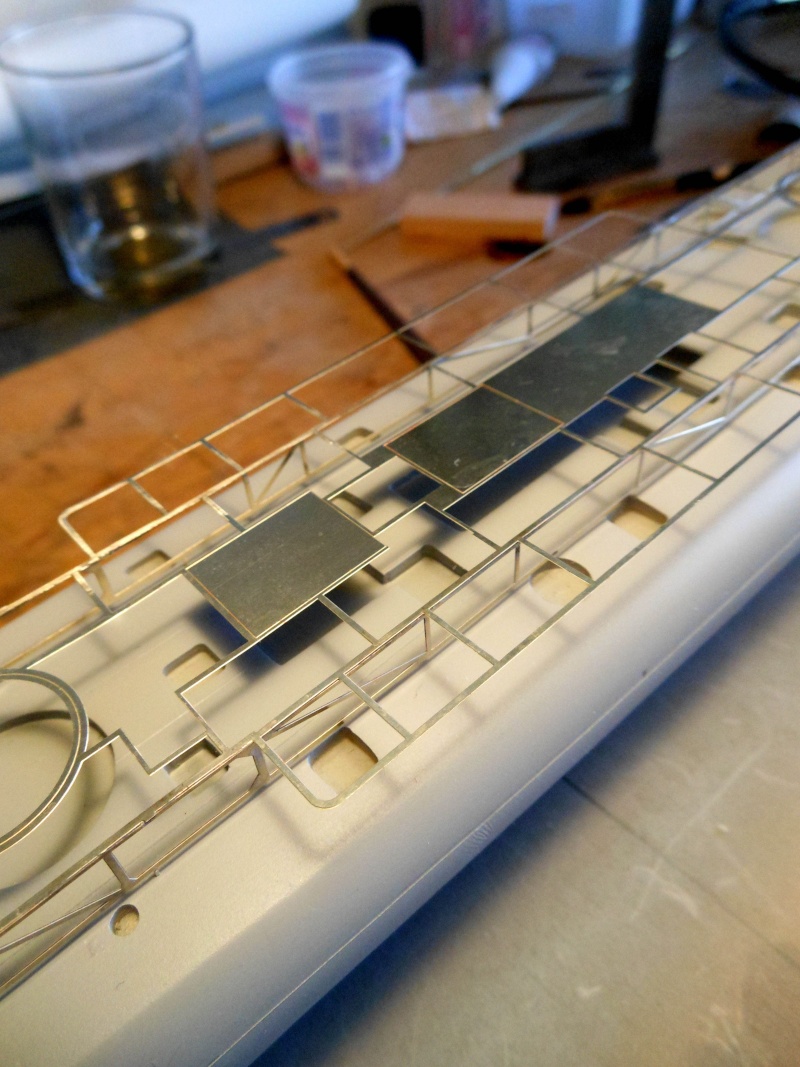
Ici, soudure d'un demi rond de 0.3mm de diamètre sur une tôle de 4mm de haut.

Vue de la plate forme avant du canon de 75mm : en arrière plan, le plat soudé en perpendiculaire à la photodécoupe fait 1mm de haut.
Il est précisé que ces photos ont été prises immédiatement après soudure, soit "brutes de décoffrage" (donc sans nettoyage ni ponçage).
On voit par là que lorsqu'une soudure est correctement effectuée IL N'Y A PAS D'EXCEDENT A ELIMINER A A LIME.
H. MALLET- Messages : 357
Date d'inscription : 19/06/2012
Age : 74
Localisation : paris
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par frederic Ravinet Sam 15 Nov - 13:58
par frederic Ravinet Sam 15 Nov - 13:58
_________________
Au lieu de regarder la baille qu'il y a dans mon oeil, regarde plutôt le boutre qu'il y a dans le tien.

frederic Ravinet- Admin
- Messages : 4983
Date d'inscription : 12/06/2012
Age : 69
Localisation : AMBOISE
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par kangoo91 Sam 15 Nov - 19:02
par kangoo91 Sam 15 Nov - 19:02
Et ça a l'air si simple à faire. Comme Fred, j'ai encore des beaucoup à apprendre.
Laurent
kangoo91- Modérateur
- Messages : 10986
Date d'inscription : 11/06/2013
Age : 56
Localisation : Viry chatillon (91) -
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par Alain Fosse Dim 16 Nov - 9:02
par Alain Fosse Dim 16 Nov - 9:02
Bonjour,kangoo91 a écrit:Et ça a l'air si simple à faire. Comme Fred, j'ai encore des beaucoup à apprendre.
Mais c'est très simple à faire, pourvu que l'on suive à la lettre les excellents conseils d'Hubert. Effectivement, l'eau à souder possède cet avantage sur la pâte décapante classique de ne pas encrasser, de favoriser la capillarité... et de dégager le terrain : on y voit plus clair !
Pour un meilleur résultat il faut utiliser de la brasure sans plomb, comme celle [Vous devez être inscrit et connecté pour voir ce lien], par exemple. Elle réagit parfaitement au brunisseur.
Pour ma part, j'utilise aussi volontiers le chalumeau Grandjean, avec la plus petite lance. Ce matériel est beaucoup plus facile à appréhender et à régler depuis que les concepteurs ont eu la bonne idée de doter le détendeur d'oxygène d'une molette de réglage*. Avant, c'était la crise de nerfs assurée. J'utilise de la soudure à l'argent en pâte [Vous devez être inscrit et connecté pour voir ce lien]. Le prix peut sembler exorbitant (et on doit pouvoir trouver moins cher ailleurs) mais une recharge dure quasiment des années.
Pour les pièces délicates, j'associe souvent les deux techniques, surtout en cas de soudures très proches : la première, à haute température (et à main légère) au Grandjean et la deuxième, au fer qui, jamais, ne pourra dessouder la soudure à l'argent.
A noter qu'il existe également des [Vous devez être inscrit et connecté pour voir ce lien] qui protègent, peu ou prou, les soudures déjà exécutées.
------------------
* Les propriétaires d'un ancien modèle peuvent se procurer le "nouveau" détendeur en téléphonant chez Multirex (il ne figure pas sur le catalogue en ligne, mais est dispo.) Cela ne coûte que quelques roros, ça change la vie et ramène la "zénitude".

Alain Fosse- Messages : 1831
Date d'inscription : 27/06/2012
Localisation : Région parisienne -
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par André MIOSSEC Dim 16 Nov - 10:10
par André MIOSSEC Dim 16 Nov - 10:10
Merci pour le renseignement Alain, j'ai failli devenir chèvre la semaine dernière avec cet engin peu au point. Comme on ne s'en sert pas tous les jours, il faut une matinée pour se réapproprier les combines de maintien de la flamme.
 Je vas de ce pas ...
Je vas de ce pas ...Dernière édition par André MIOSSEC le Dim 16 Nov - 17:28, édité 1 fois

André MIOSSEC- Messages : 1306
Date d'inscription : 20/11/2013
Age : 84
Localisation : Plougastel
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par michel rosensohn Dim 16 Nov - 15:16
par michel rosensohn Dim 16 Nov - 15:16
[Vous devez être inscrit et connecté pour voir ce lien]

michel rosensohn- Messages : 3376
Date d'inscription : 26/12/2012
Age : 71
Localisation : Le Mans Sarthe
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par Bruno ORSEL Dim 16 Nov - 18:02
par Bruno ORSEL Dim 16 Nov - 18:02
- La température de la flamme à la sortie de la buse du chalumeau atteint grâce au mélange gaz oxygène une température de 2800 °.
- Le point de fusion de la brasure argent en pâte est de 650°
- Le point de fusion du laiton se situe entre 900 et 1000°
- Le point de fusion du maillechort se situe entre 1060 et 1100°
Connaissant ces paramètres, la technique consistera à porter la température des pièces de métal à souder à une température supérieur à 650°, fusion de la brasure, mais surtout inférieur à 900° pour le laiton et 1000° pour le maillechort.
Si la température du métal à souder reste inférieure à 650° la soudure ne prendra pas, en revanche si vous monter la température à un degré supérieur 900° ou à 1100° vous prenez l’énorme risque de faire fondre vos pièces que vous aurez mis tant de temps à façonner.
Pour porter le métal à la bonne température, tout réside dans le choix de la buse.
Le chalumeau Grandjean offre un choix de 10 buses allant du diamètre 0,3 à 1,2 mm.
C’est du choix de la buse que dépendra la réussite de la brasure.
En effet entre une buse de 0,3 et une autre 1,2 mm la température de la flamme sera toujours de 2800°, mais en revanche « l’énergie du feu », sa puissance, ne sera pas du tout la même.
On comprend aussi aisément qu’à buse égale il sera plus facile de porter le métal à la bonne température si la pièce est petite, donc de faible masse que si elle représente une masse plus importante.
Il faut donc mettre en adéquation la puissance du feu avec la masse du métal à souder :
- Si vous utilisez une buse d’un diamètre trop faible pour une masse donnée, vous n’arriverez jamais à porter le métal à la bonne température, conséquence : la soudure ne prendra jamais.
- Si vous utilisez une buse d’un diamètre trop gros pour une masse donnée, vous porterez le métal à une trop forte température, conséquence : vous fondrez le métal.
C’est donc cet équilibre entre l’énergie du feu et la masse du métal qui vous permettra de maîtriser la température du métal, gage de réussite d’une brasure à l’argent.
Il y a bien évidemment quelques règles :
- Les pièces à assembler doivent être parfaitement nettoyées et dégraissées.
- Les pièces doivent être parfaitement en contact l’une avec l’autre. S’il n’y a pas de contact, il n’y aura pas de transmission de la chaleur. C’est là aussi que réside l’une des grandes difficultés de la soudure : le bon maintien des pièces.
- Mettre un minimum de brasure. Une brasure réussie ne nécessite aucune reprise de soudure
- Il faut porter la flamme du chalumeau sur les pièces à souder et non pas sur la brasure.
- Pour réussir une brasure, l’opération doit être rapide. Dès que vous approchez la flamme du métal dans les 5 à 10 secondes, l’opération doit être conclue. La brasure « fuse » est assure le joint avec netteté.
Tout le reste n’est qu’une question de pratique et d’astuces pour maîtriser la diffusion de la chaleur et surtout lorsque l’on soude des pièces de masses différentes.
Avec un peu de pratique, on arrive à des résultats étonnants et je vous garantis que brasser des petites pièces de 3/10e de mm ne pose aucune difficulté.
La brasure à l'argent est beaucoup plus résistante que le soudure à l'étain et surtout pour les pièce de faible contact. Maîtriser la brasure à l’argent vous ouvre la porte du travail du métal en modélisme, et là c’est une pure merveille et un vrai plaisir.
Travail de brasure sur les hublots pour le Liverpool de Hubert :
[Vous devez être inscrit et connecté pour voir ce lien]
Quelques exemples où tout le travail de montage est réalisé en brasure argent :
[Vous devez être inscrit et connecté pour voir ce lien]

Bruno ORSEL- Messages : 236
Date d'inscription : 16/06/2012
Age : 77
Localisation : IDF - Val d'Oise
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par cocovert Dim 16 Nov - 18:12
par cocovert Dim 16 Nov - 18:12
cocovert- Messages : 2676
Date d'inscription : 16/06/2012
Age : 52
Localisation : paris
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par Bruno ORSEL Dim 16 Nov - 18:18
par Bruno ORSEL Dim 16 Nov - 18:18
cocovert a écrit:Et j'imagine que le treuil fonctionne...
Oui, bien sure,…tant qu'à faire…
La structure du guideau est réalisé avec de la cornière de 0,6 mm de côté et les engrenages on tété récupérés sur des vieux mouvement de montres.
Bruno ORSEL- Messages : 236
Date d'inscription : 16/06/2012
Age : 77
Localisation : IDF - Val d'Oise
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par Alain Fosse Dim 16 Nov - 18:45
par Alain Fosse Dim 16 Nov - 18:45
Quelques retours d'expérience avec le chalumeau Grandjean :
Bien sûr, on commence toujours par le gaz: il est judicieux, surtout avec la plus petite buse (celle que j'utilise principalement) de laisser la flamme se stabiliser quelques minutes; c'est seulement après que l'on ouvrira l'oxygène. Pour ouvrir l'oxygène, il vaut mieux tourner le corps du chalumeau que la bague, c'est plus précis. On ouvre jusqu'à obtenir un dard un peu mou (le premier qui se permet la moindre réflexion descend la cale) puis on règle ensuite avec le détendeur. On laisse stabiliser quelques instants, on rajuste avec le détendeur et l'on peut commencer à travailler.
Le chalumeau, une fois réglé on ne l'éteint pas ! On le laisse pour toute la session de soudage.
Un conseil que m'a donné le concepteur de ce produit : lorsque le travail est terminé et les robinets fermés, il est préférable d'ouvrir en grand les bagues d'admission du chalumeau puisque -paraît-il- les tuyaux sont à mémoire de forme.
Enfin, pour ma part, je débranche toujours complètement ma bouteille d'oxygène, sinon elle fuit un peu (mais, peut-être est-ce mon poste qui est ainsi.
Autrement, c'est véritablement un outil formidable pour les tout petits travaux :j'en sais quelque chose, je viens de terminer les rocambeaux du B.C. etc n'est pas très gros !
Alain Fosse- Messages : 1831
Date d'inscription : 27/06/2012
Localisation : Région parisienne -
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par H. MALLET Lun 17 Nov - 14:40
par H. MALLET Lun 17 Nov - 14:40
Juste cette petite dernière pour la route : concernant les buses, est ce que des aiguilles de seringues, disponibles en de nombreux diamètres, ne pourraient elles pas faire l'affaire ?
H. MALLET- Messages : 357
Date d'inscription : 19/06/2012
Age : 74
Localisation : paris
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par J-P Ducret Lun 17 Nov - 14:53
par J-P Ducret Lun 17 Nov - 14:53
Les aiguilles de seringues que l'on peut trouver en différents diamètres ont la particularité d'être montées sur un embout en plastique qui compte tenu de la transmission de chaleur sur le corps de l'aiguille transformée en buse présente un risque non nul ( comme disent si bien les statisticiens) de fondre ou de se déformer et donc de risquer de dévier la flamme et le dard du chalumeau.
Les vieilles aiguilles avaient un embout métallique mais l'aiguille elle-même était faite dans un acier allié qui permettait certes l’affûtage de la pointe mais de mon humble point de vue ne devait pas supporter la température de la base du dard.
Amitiés
J-Pascal

J-P Ducret- Messages : 507
Date d'inscription : 27/06/2012 -
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par Bruno ORSEL Lun 17 Nov - 16:02
par Bruno ORSEL Lun 17 Nov - 16:02
H. MALLET a écrit:Je pense que nous avons maintenant toutes les réponses à nos questions concernant la soudure !
Juste cette petite dernière pour la route : concernant les buses, est ce que des aiguilles de seringues, disponibles en de nombreux diamètres, ne pourraient elles pas faire l'affaire ?
Pourquoi s'embarrasser avec des aiguilles de seringues, alors que la mallette du chalumeau Grandjean en possède plus qu'il n'en faut. Et si le bout de la buse est brulé, il suffit tout simplement de la recouper de quelques mm.
Bruno ORSEL- Messages : 236
Date d'inscription : 16/06/2012
Age : 77
Localisation : IDF - Val d'Oise
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par Albatros Lun 17 Nov - 17:24
par Albatros Lun 17 Nov - 17:24

Albatros- Messages : 825
Date d'inscription : 16/06/2012
Localisation : Vendée
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par H. MALLET Mar 18 Nov - 8:24
par H. MALLET Mar 18 Nov - 8:24
Mais continuons cette construction.
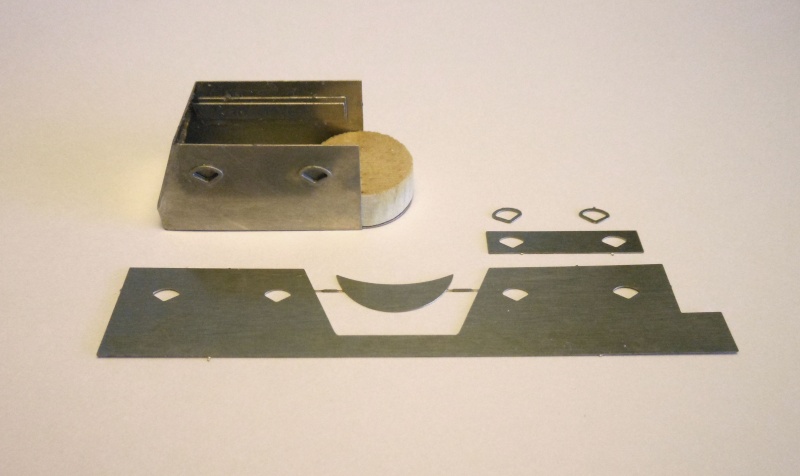
POSE DES DESCENTES (panneaux d'écoutilles).
Dans un premier temps, les éléments de photodécoupe sont assemblés par soudure, puis mis en place sur le pont.
La difficulté réside dans le fait que la mise en place sur le pont doit parfaitement coïncider avec la structure métallique (chevêtres) : ici, la simulation 3D, utilisée tant pour le fraisage du pont que pour la conception de la photodécoupe est relativement incontournable.
Les différents moules réalisés sont mis à profit pour effectuer tous les tirages en résines.

Sur la photo ci dessus, ils reçoivent une première couche d'apprêt.
Après recoupe à la bonne longueur, ils sont collés les uns après les autres.

Dans un prochain post, nous nous attaquerons à la construction du kiosque avant.
H. MALLET- Messages : 357
Date d'inscription : 19/06/2012
Age : 74
Localisation : paris
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par Bruno ORSEL Mar 18 Nov - 13:35
par Bruno ORSEL Mar 18 Nov - 13:35
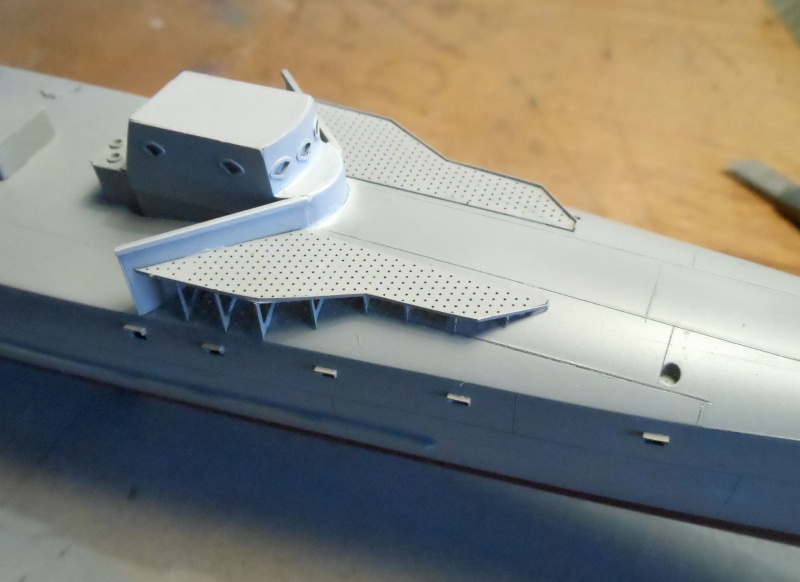
Sur la première nous pouvons faire le parallèle entre le modèle où Hubert nous présente la structure du pont plateforme qu'il a réalisée avec une vue aérienne de ces fameux contre-torpilleurs de 300 t avec leur spécificité : le pont plateforme à caillebotis.
[Vous devez être inscrit et connecté pour voir ce lien]
La photo ci-dessous nous permet de bien comprendre l’architecture de cette structure surélevée. Sur cette vue on voit bien la jonction entre le panneau de l’écoutille située au niveau de la plate-forme et la coque elle-même. Cette liaison pour permettre de descendre à l’intérieure du bateau parfaitement à l'abri des intempéries.
On voit bien aussi la structure qui permet de supporter le pont plateforme ainsi que les supports des canons de 65 mm à tir rapide. Mais je vais trop vite, Hubert nous parlera de tout cela ultérieurement.
[Vous devez être inscrit et connecté pour voir ce lien]
Bruno ORSEL- Messages : 236
Date d'inscription : 16/06/2012
Age : 77
Localisation : IDF - Val d'Oise
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par André MIOSSEC Mar 18 Nov - 13:59
par André MIOSSEC Mar 18 Nov - 13:59
J'aime beaucoup la remarque de Bruno, " ...parfaitement à l'abri des intempéries." Quant on voit comme ça mouille dans la baignoire du kiosque d'un sous-marin, trois à six fois plus haute que cette descente-ci.
André MIOSSEC- Messages : 1306
Date d'inscription : 20/11/2013
Age : 84
Localisation : Plougastel
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par H. MALLET Ven 21 Nov - 16:54
par H. MALLET Ven 21 Nov - 16:54
Ces écoutilles étant mises en place et avant de poursuivre la structure du pont volant, il est indispensable de fabriquer le kiosque avant, le brise lame (et éventuellement les passavants, juste pour le plaisir).
A partir des plans de détails, il va falloir modéliser cette partie afin de pouvoir obtenir tant le tracé des pièces planes que le développé des pièces courbes.

Et pourquoi pas, juste pour se faire plaisir, rajouter quelques couleurs.

A partir de ces plans, on repart bien évidement une nouvelle fois pour une autre planche de photodécoupe dont certains éléments vont permettre la réalisation du kiosque.
Après mise en forme et soudure on obtient enfin notre kiosque.

Comme on peut le voir sur cette photo, le 1/100ème, ce n'est pas grand.
Par ailleurs et craignant des décollements dans le temps, cette pièce est moulée puis tirée en résine, en plusieurs exemplaires dont certains serviront de gabarit de soudure.
On en profite également pour assembler les deux passavants.

On notera au premier plan, une plieuse à photodécoupe, outil totalement incontournable pour ce type d'ouvrage.
L'ensemble après montage et mise en peinture.
La prochaine fois nous verrons plus en détail la finition et la pose de la structure métallique du pont volant
Bonne lecture.
H. MALLET- Messages : 357
Date d'inscription : 19/06/2012
Age : 74
Localisation : paris
Re: "Lieutenant BOURAKOV" contre-torpilleur de 300 tonnes - 1905.
![]() par André MIOSSEC Ven 21 Nov - 17:12
par André MIOSSEC Ven 21 Nov - 17:12
C'est vrai que ça pourrait avoir du charme, Hubert, quand on voit la photo sur laquelle tu as ajouté un peu de couleur, on se prend à rêver à un CT sans canon ni torpille, mis en couleur par Sonia Delaunay ...
André MIOSSEC- Messages : 1306
Date d'inscription : 20/11/2013
Age : 84
Localisation : Plougastel
Contenu sponsorisé
Page 4 sur 14 • 1, 2, 3, 4, 5 ... 9 ... 14